Products
XEBEC Brush™ Wheel Type
XEBEC Brush™ Wheel Type
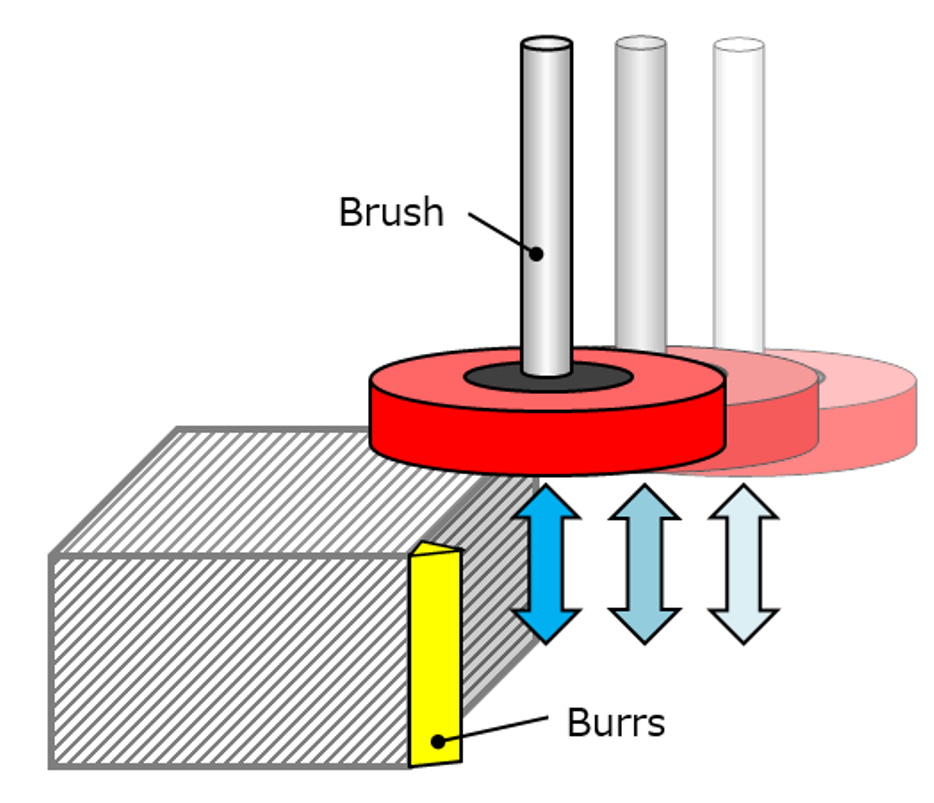
For deburring and polishing of side surfaces and inner diameters in CNC machine. Cutting tips approach from the side.


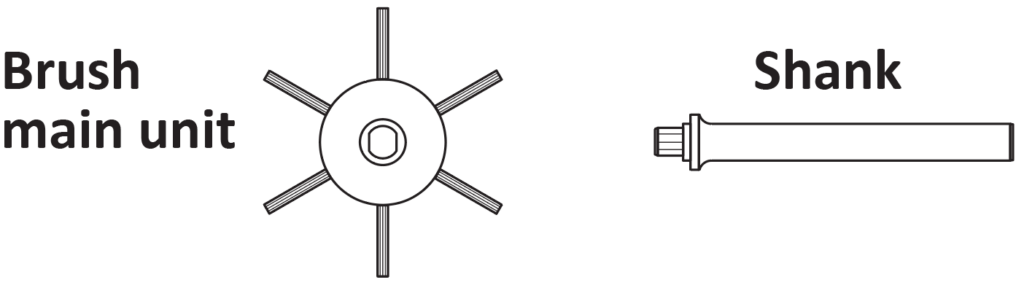
Note: Brush requires reusable Shank to operate. Sold Separately. Two lengths available, all sizes compatible.
Tool Dimensions Shown: Metric
Inch
EDP
Size
D2 Head Diameter (mm)
D3 Brush Diameter (mm)
L3 Head Thickness (mm)
L4 Brush Height (mm)
Max RPM
Product Number
Price
60007
50
23
50
9.6
8
3,000
W-A11-50
$224.18
60008
75
23
75
9.6
8
3,000
W-A11-75
$269.98
EDP
Size
D2 Head Diameter (in)
D3 Brush Diameter (in)
L3 Head Thickness (in)
L4 Brush Height (in)
Max RPM
Product Number
Price
60007
1.969
0.906
1.969
0.378
0.315
3,000
W-A11-50
$224.18
60008
2.953
0.906
2.953
0.378
0.315
3,000
W-A11-75
$269.98
XEBEC Shank for Wheel Brush
Tool Dimensions Shown: Metric
Inch
Shank (mm)
EDP
D1 Shank Diameter (mm)
Product Number
Price
70 mm Shank
60009
8
WSM
$45.77
150 mm Shank
60010
12
WSL
$50.52
Shank (in)
EDP
D1 Shank Diameter (in)
Product Number
Price
2.756 in Shank
60009
0.315
WSM
$45.77
5.906 in Shank
60010
0.472
WSL
$50.52
Strucutre of Xebec Ceramic Fiber
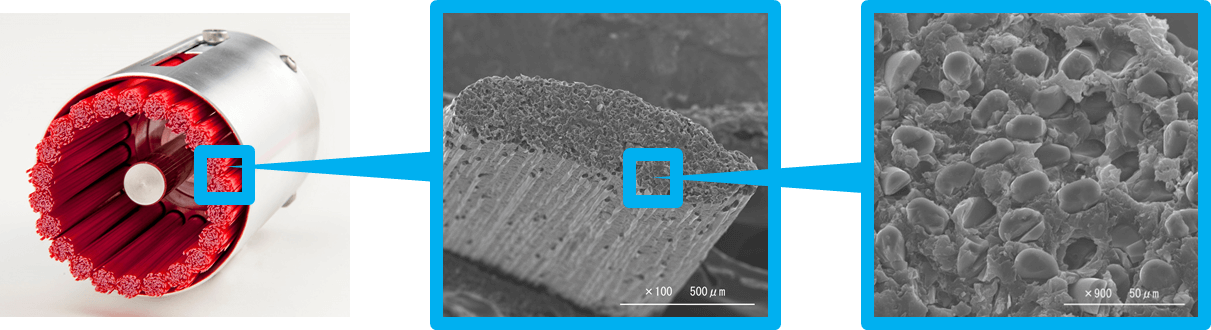
The XEBEC Brush™ uses abrasive ceramic fiber material instead of abrasive grain. One single bristle consists of 500 -1,000 ceramic fibers that works as cutting edges, providing excellent cutting ability.
The XEBEC ceramic fiber has 3 features that enable CNC deburring & polishing:
- Unsurpassed Grinding Power
- Consistent Cutting Performance
- No Deformation
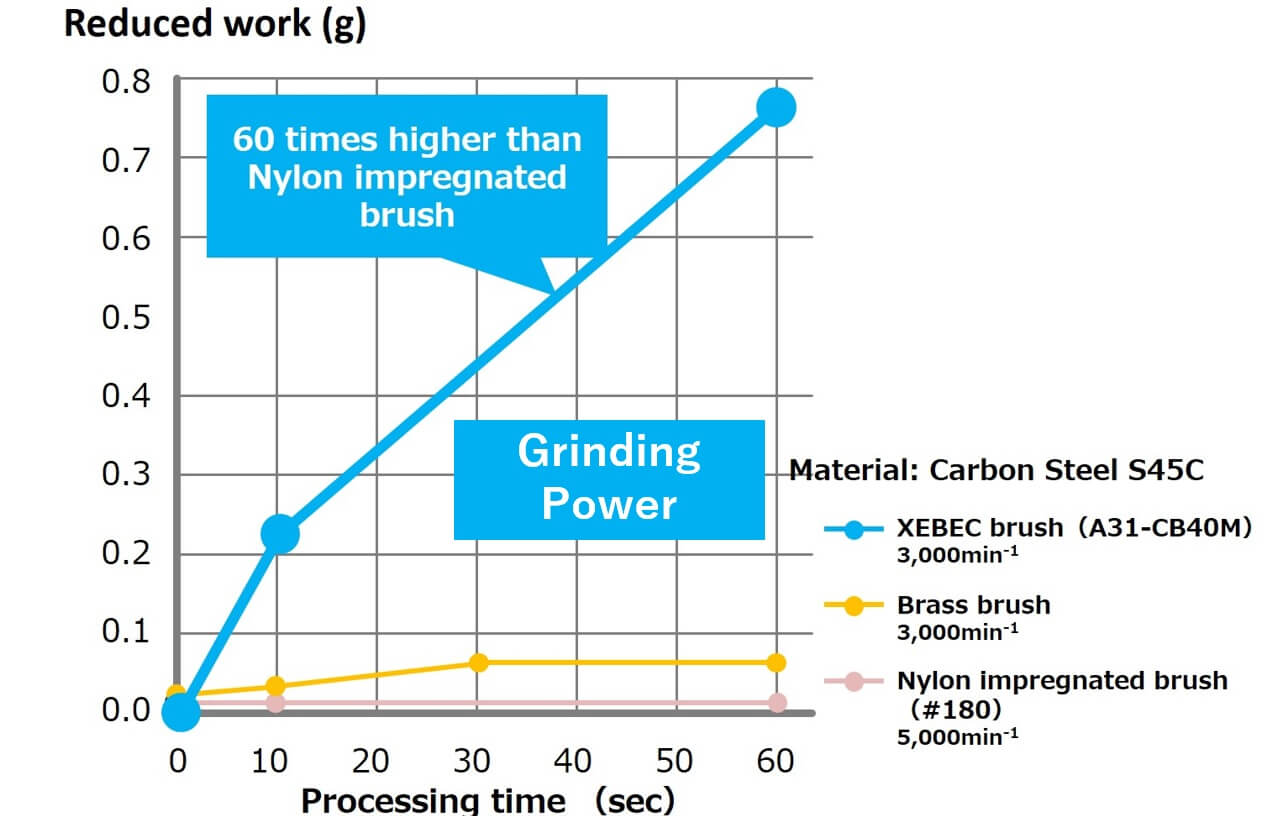
Strength 1: Unsurpassed Grinding Power
Our uniquely developed ceramic fibers themselves are the abrasives and its fiber content ratio is over 80%. Cutting edges that are made up from the tip of each fiber bristle create unsurpassed grinding power.
XEBEC Brush™ has 60 times higher grinding power compared with nylon brushes and steadily removes burrs.
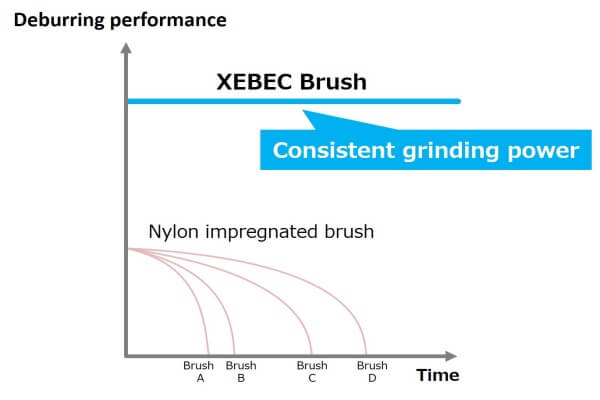
Strength 2: Consistent Grinding Power to the End
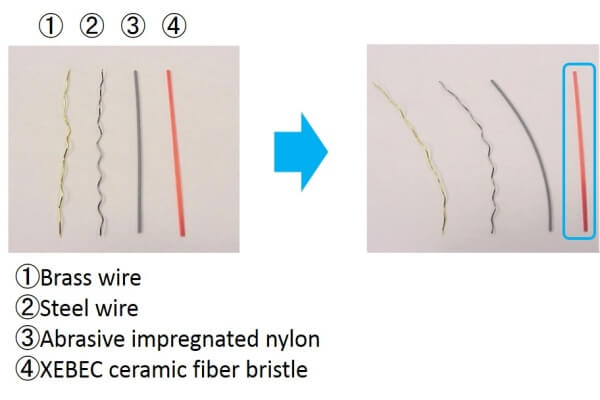
Strength 3: No Deformation
XEBEC Brush™ maintains its straight shape and does not spread out like a toothbrush even after repeated use. Thus, it is ideal for CNC deburring and polishing in mass production line.
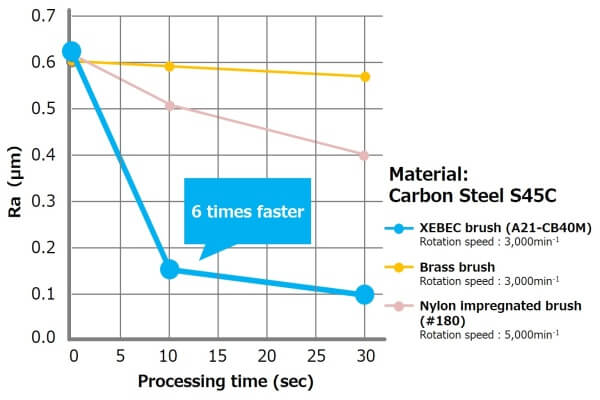
Amazing Polishing Power
XEBEC Brush™ is made of ceramic fiber bristle which was developed for mold polishing. Its high grinding power improves surface roughness in a short time.
Best achievable surface roughness Ra=0.1μm (Rz = 0.4μ)
Applicable Equipment
It is necessary to control the spindle speed and the depth of cut to use XEBEC Brush™ Wheel Type.
- Machining center: milling chuck holder, collet chuck holder
- Milling lathe: milling holder for X-axis and Z-axis
- Robot, etc
Assembly

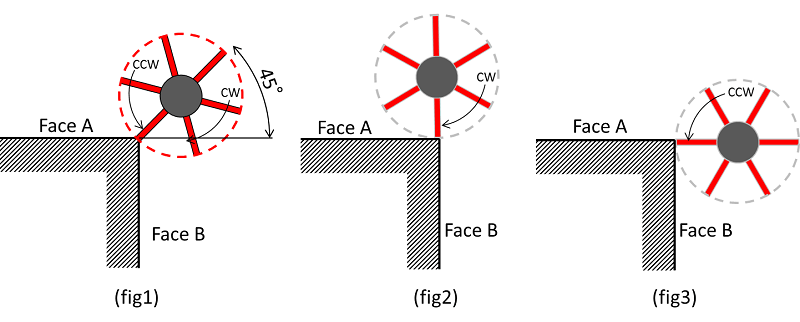
How to Engage
From the top view, the best approach is to place a center of a brush at the center angle to the edge. (Figure 1)
Burrs on Face A and B can be both removed.
Edge quality becomes stable if a brush is rotated in both clockwise and counter-clockwise directions.
Brush position on Figure 2 is effective for burrs on Face A in the same way as Figure 3 for burrs on Face B.
Dry or Wet Machining
The tool can be used for both dry and wet (both oil-based and water-soluble) machining.
Wet machining may improve surface finish quality and too life.
Demo
Macro Program
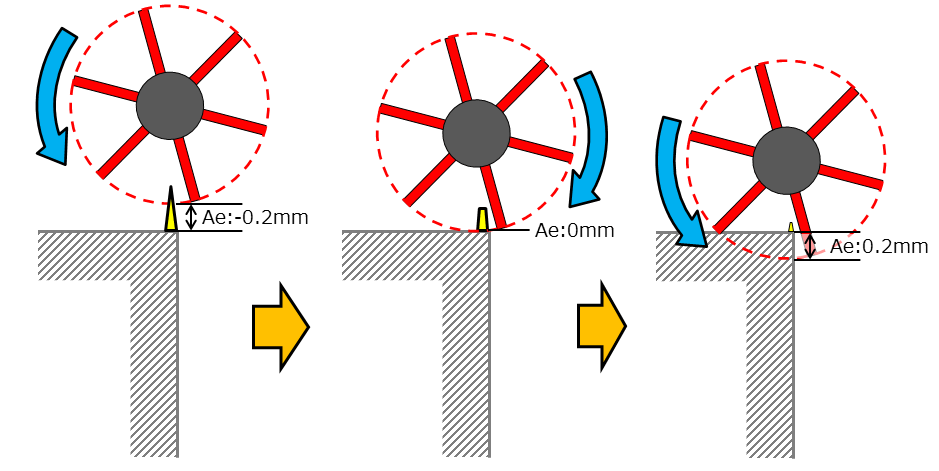
To use the XEBEC Brush™ Wheel Type, the depth of cut must be kept small. It is necessary to offset the wear amount in a radial direction.
Use a macro program or manually offset the wear amount. Refer to the example below.

Initial Process Conditions
Product Code
Cutting Speed (M/MIN)
Spindle Speed (MM/MIN)
Feed Per Bundle (MM/Bundle)
Table Feed (MM/Min)
Depth of Cut (MM)
W-A11-50
250
1600
0.5
4800
0.2
W-A11-75
250
1000
0.5
3000
0.2
Range of Processing Conditions
Product Code
Cutting Speed (M/MIN)
Feed Per Bundle (MM/Bundle)
Table Feed (MM/Min)
Depth of Cut (MM)
W-A11-50
W-A11-75
150 ~ 350
1.5 and under
Less than 1.5*1
3000
*1 As bristles are worn out, bristle length becomes shorter and increases shiftness, causing bristles to be broken. If bristles breakage occurs, decrease the depth of cut.
*The processing conditions differ depending on the state of burrs. Make adjustments according to the quality of the workpiece.
If burrs remain:
- Increase the number of passes
- Then, decrease the feed rate
To extend tool life:
- Increase the feed rate
If burrs are too large:
- Use multiple passes as described below
- Gradually move the brush closer to the bottom of burrs; increase the depth of cut step by step
- Trying to remove burrs in 1 pass may cause excessive tool wear, tool breakage or burrs may not be removed
- Calculate the maximum height of burrs before using the tool