
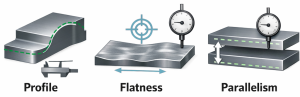
Flatness and Parallelism: Where Things Go Wrong
Flatness and parallelism issues do not always originate during roughing or finishing passes. In many aerospace parts, achieving these specifications during initial machining is already difficult, especially as tolerances tighten and geometries become more complex.
Because those requirements are often only just met coming out of machining, finishing and deburring operations become a critical risk point. Even small, unintentional forces applied during secondary operations can push a feature out of specification. Hand deburring is a common source of this risk. Light, localized pressure can distort thin sections or subtly alter reference surfaces in ways that are not immediately visible, but often appear during inspection—or later, during assembly.
For high-tolerance aerospace components, finishing methods must:
- Apply consistent, controlled force
- Avoid concentrating pressure in a single area
- Be repeatable from part to part
Any process that lacks this level of control increases the likelihood of losing flatness or parallelism, regardless of how carefully it is performed.
Removing Burrs Without “Breaking” the Edge
Not all aerospace edges should be rounded. In many cases, edges are specified to remain sharp, with only minimal burr removal allowed.
This is where uncontrolled deburring causes problems. Traditional approaches often remove material indiscriminately, turning burr removal into unintended edge modification.
Controlled brushing processes allow manufacturers to:
- Remove burrs while maintaining edge location
- Apply a consistent, predictable edge break when required
- Preserve sharp edges where specified
- Avoid over-processing sensitive features
The goal is to preserve the part while removing what does not belong.
Keeping Finishing Inside the CNC
One of the most effective ways to protect tolerances is to keep deburring and finishing inside the CNC process.
In-machine finishing offers several advantages:
- Tool paths are programmed and repeatable
- Contact force is consistent
- Part orientation is controlled
- Handling is minimized
- Results are predictable across machines and shifts
When finishing becomes just another programmed operation, it stops being a variable and starts being part of the process design.
Designing for Predictability, Not Correction
In aerospace manufacturing, finishing should not be a corrective step. It should be a controlled operation designed into the process from the beginning.
Processes that rely on manual intervention to “fix” burrs or edges introduce uncertainty late in production—exactly where risk is highest.
By selecting finishing methods that remove peaks without altering geometry, manufacturers can:
- Maintain tight tolerances
- Protect flatness and parallelism
- Reduce inspection failures
- Eliminate late-stage surprises
Deburring does not have to be a compromise. When it is controlled, compliant, and repeatable, it becomes just another predictable part of a high-quality aerospace machining process.



