
A Practical Engineering Guide to Controlled Edge Finishing
The Real Problem Isn’t Burr Removal—It’s What Happens After
Every machinist knows burrs are inevitable.
But in precision manufacturing—especially aerospace, medical, and high-performance automotive—the real issue isn’t removing the burr.
It’s this: How do you remove the burr without changing the part?
Because the moment a secondary tool touches that edge, you risk:
- Breaking dimensional tolerances
- Rounding critical features
- Altering sealing surfaces
- Introducing variability between parts
And that’s why many shops still default to manual deburring—even when it’s slow, inconsistent, and expensive.
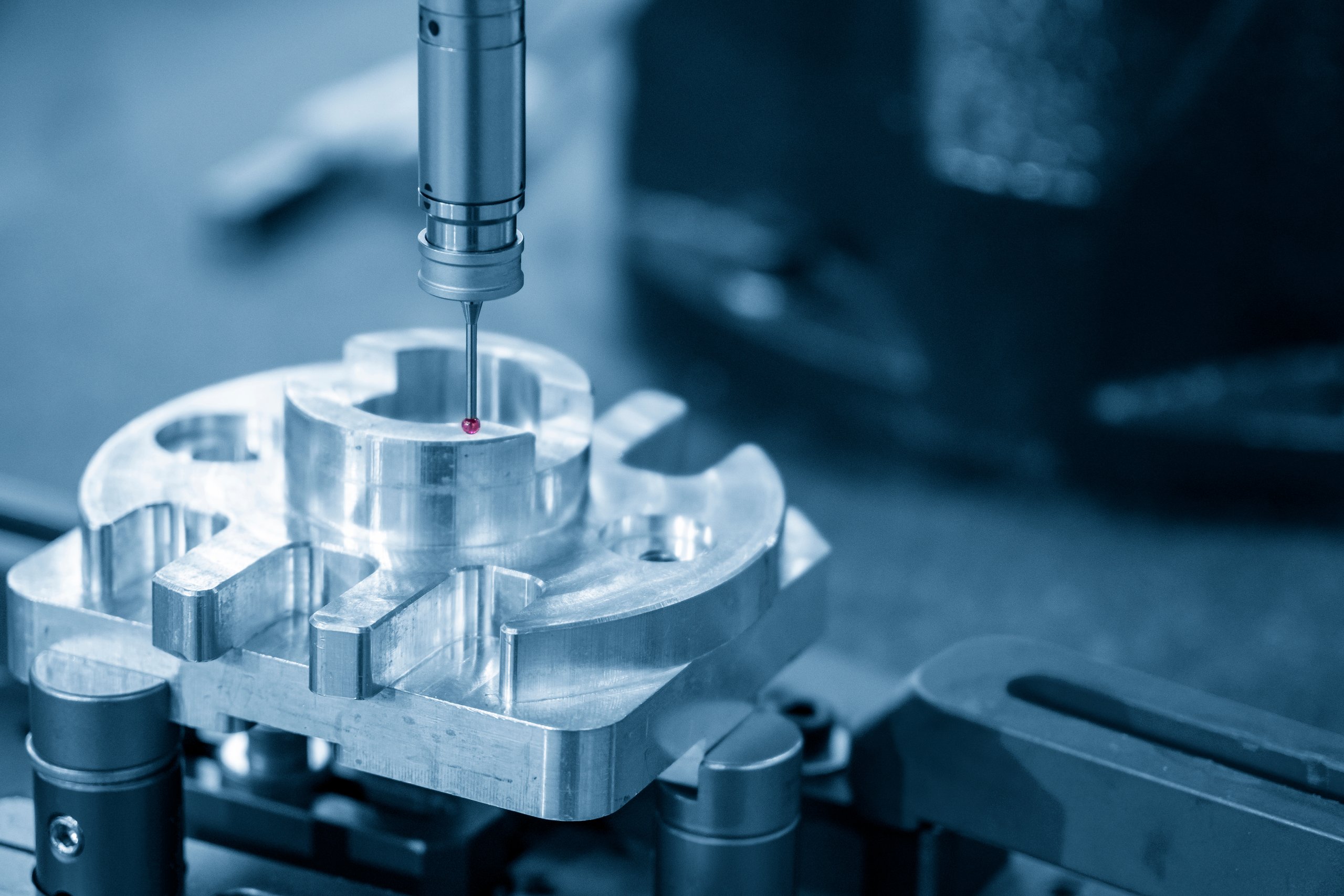
Why Traditional Deburring Tools Struggle With Tolerance Control
Most conventional deburring tools fail for one simple reason: They are position-controlled, not force-controlled
That means:
- The tool goes exactly where it’s programmed
- But the force applied to the edge is uncontrolled
So when real-world variation shows up (and it always does):
- Slight toolpath deviation
- Minor part variation
- Fixture misalignment
- Tool wear
The result is unpredictable material removal.
If you’re working in high-precision industries like aerospace, this becomes even more critical:
https://deburringtechnologies.com/how-xebec-helps-aerospace-industry-manufacturers-reach-new-heights/
The Key Shift: From Position Control to Controlled Cutting Behavior
To deburr without affecting tolerances, you need to stop thinking in terms of:
“Where is the tool?”
And start thinking:
“How is the tool interacting with the material?”
How Xebec Tools Maintain Tolerances (Mechanically, Not Just Conceptually)
1. Cutting Happens at the Fiber Tips—Not the Body
Unlike wire or nylon brushes that warp and smear:
- Xebec tools use continuous ceramic fibers that hold their shape
- The cutting action occurs at the very tip of each fiber
- The tool lightly cuts instead of pushing into the edge
This limits how much material can be removed in a single pass.
2. The Tool Self-Limits Material Removal
Because the fibers:
- Maintain their structure
- Don’t collapse under load
You get:
A naturally constrained cutting depth
3. Consistent Contact = Consistent Results
Each fiber acts like a micro cutting edge.
Result:
- Smooth, repeatable edge finishing
- Minimal risk of localized overcutting
This is especially important in industries where surface quality directly impacts performance and reliability, like aerospace:
https://deburringtechnologies.com/precision-beyond-the-atmosphere-deburring-for-next-gen-orbital-and-atmospheric-space-technologies/
What Actually Controls Edge Break Size (This Is Where Most People Get It Wrong)
Most assume edge size is controlled by toolpath. In reality, it’s controlled by:
1. Feed Rate
- Slower = larger edge break
- Faster = lighter edge break
2. Tool Selection
- More aggressive brush = more material removal
- Softer brush = finer finish
3. Spindle Speed
- Higher RPM increases cutting frequency
4. Radial Engagement
- Light engagement = control
- Heavy engagement = unnecessary wear
Key Insight:
You are not “cutting a chamfer.”
You are controlling a finishing process.
Programming Strategy: How to Stay Inside Tolerance
1. Program for Light, Repeatable Contact
Avoid aggressive engagement.
2. Let the Tool Do the Work
Don’t force material removal.
3. Use Feed Rate as Your Primary Control
This is your most reliable adjustment variable.
4. Validate Once—Then Scale
Once dialed in, results repeat across batches.
Understanding how different tools behave across materials and applications is critical, especially when working toward repeatable finishing results in CNC environments:
https://deburringtechnologies.com/deburring-metal-plastic-stainless-steel-and-other-materials/
Real-World Impact: Where This Matters Most
Aerospace
- Tight tolerances
- Sealing surfaces
- Fatigue-sensitive edges
Medical
- Micro features
- Surface integrity
Powertrain
- High volume
- Repeatability
Explore additional applications across industries:
https://deburringtechnologies.com/how-automated-deburring-solves-manufacturing-challenges/
The Bigger Shift: Deburring Becomes Part of the Machining Process
When you can deburr without affecting tolerances:
- No manual variability
- No secondary ops
- No extra handling
Just finished parts coming off the machine.
When This Approach Works Best (And When It Doesn’t)
Best Fit
- Light to moderate burrs
- Precision parts
- CNC-integrated workflows
Not Ideal
- Heavy burr removal
- Large stock removal
- Poor upstream machining conditions
In these cases, a new approach—combining machining strategy with finishing—may be required.
Want to Test It on Your Application?
If you’re working with tight tolerances and struggling to balance surface and edge quality with dimensional control, it’s worth testing a process designed specifically for that challenge.
We’ll start with:
- Your material
- Your current burr condition
- Your machine capabilities
And build from there. Send us a message
The goal isn’t just to remove burrs. It’s to do it without introducing new problems.
And that requires a shift from:
Removing material aggressively to controlling how material is removed
FAQ: CNC Deburring Without Affecting Tolerances
Will deburring change part dimensions?
It can—but only if the process removes uncontrolled amounts of material. Tools that apply consistent, limited cutting action can remove burrs while maintaining dimensional integrity.
What is the safest way to deburr precision CNC parts?
The safest method is a controlled, light-contact process performed inside the CNC machine using tools designed to limit material removal and maintain consistency across parts.
Can you deburr parts inside a CNC machine without affecting tolerances?
Yes. When properly programmed with the correct tool, feed rate, and engagement, deburring can be performed in-machine without impacting critical dimensions.
What controls edge break size in CNC deburring?
Edge break size is primarily controlled by:
- Feed rate
- Tool type
- Spindle speed
- Contact depth
Why is manual deburring inconsistent?
Manual deburring depends on operator pressure and technique, which varies from part to part. This leads to inconsistent edge quality and potential tolerance issues.
What type of deburring tools are best for tight tolerance parts?
Tools that provide controlled, repeatable cutting—rather than aggressive material removal—are best suited for tight tolerance applications.