
The short answer
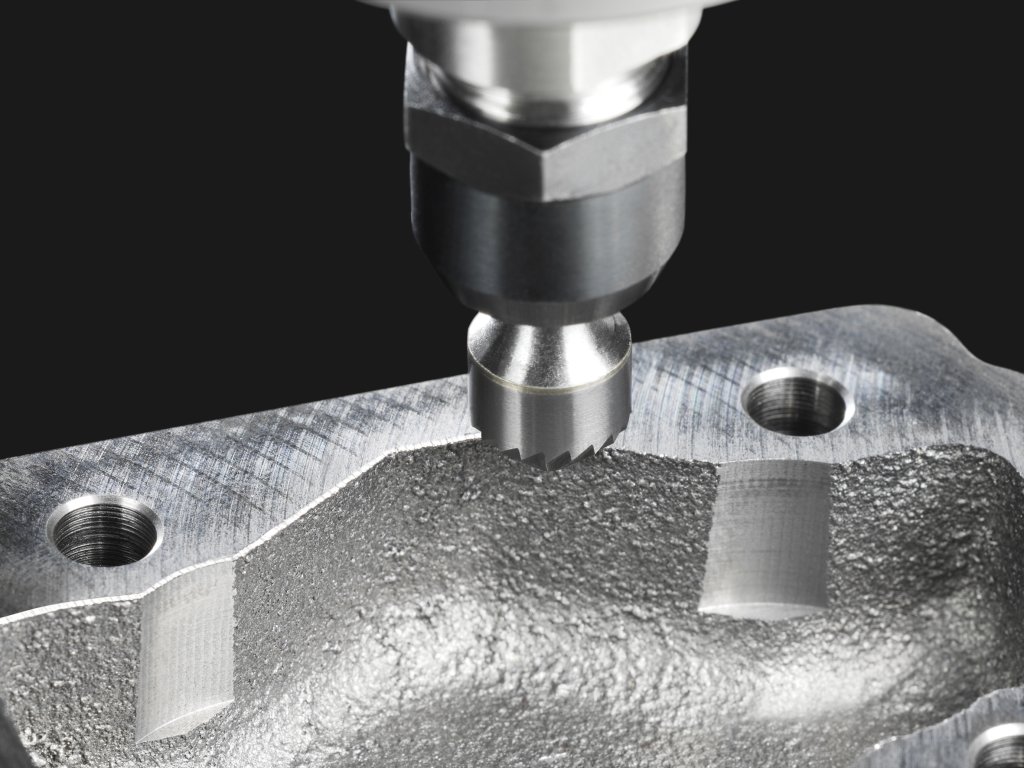
Force-controlled deburring tool holders like the Engraflexx from Gravostar, maintain a constant cutting pressure against the edge rather than a fixed position in space.
This allows you to remove large burrs consistently even when part size, location, or contour varies — without damaging the part or leaving material behind.
The real problem: CNC toolpaths are perfect. Your parts might not be.
In CAM, every deburring path is programmed from nominal geometry.
But real components are affected by:
- casting and forging variation
- weld distortion
- heat treatment movement
- flame-cut edge growth
- fixture stack-up
- tool wear in previous operations
That means the edge you are trying to deburr is never exactly where the program thinks it is.
What this causes with rigid tool holders
A rigid deburring tool can only do one of two things:
If the part is larger than nominal
- the tool misses the burr completely
If the part is smaller than nominal
- the tool overcuts the edge
- dimensional damage occurs
- edge geometry becomes inconsistent
This is why shops see:
- deburring that works on some parts but not others
- the need for manual touch-up
- unstable automation results
Position-controlled vs force-controlled cutting
Position-controlled (rigid tool holders)
The machine controls:
- exact X/Y/Z location
The cutting force becomes a result, not a constant.
So when the part moves → the cutting force changes.
Force-controlled tool holders (compliant spindle)
The tool holder controls:
- constant radial or axial pressure
The position becomes self-adjusting.
So when the part moves → the tool deflects and the cutting force stays the same. That is the core difference.
How radial and axial compliance actually works
A force-controlled deburring spindle is built with:
- a defined spring pre-load
- a neutral center position
- a calibrated deflection range
During cutting:
- The toolpath is programmed slightly into the theoretical edge
- When the cutter contacts the real part:
- the spindle deflects
- The spring generates a constant cutting force
- The tool automatically follows the true contour
This means:
- large parts → more deflection
- small parts → less deflection
- cutting force → unchanged
The burr removal result stays the same.
Why this does NOT damage the part
Because the system is force-limited, not position-forced.
The tool can only apply the amount of pressure set by the spring.
So instead of the machine pushing the cutter into the part,
the cutter “floats” and removes only the burr.
Programming strategy for force-controlled deburring
The key difference from rigid tools:
You do not program to the final edge location.
You intentionally program:
a slightly smaller cutter compensation / closer path
Why?
Because the deflection of the spindle determines the true cutting position.
This allows the tool to:
- compensate for dimensional variation automatically
- maintain uniform edge quality around the entire contour
Measurable process differences
Edge consistency
Rigid tool holders:
- depends on part accuracy
- varies from part to part
Force-controlled tool holders:
- constant pressure
- uniform edge radius
Dimensional influence
Rigid tool holders:
- directly modifies part geometry
Force-controlled tool holders:
- removes burrs without forcing the edge location
Process stability
Rigid tool holders:
- requires perfect fixturing and repeatability
Force-controlled tool holders:
- absorbs variation in:
- part
- fixture
- machine
Where this matters most in real manufacturing
Force-controlled deburring is not for every task.
It becomes critical when variation is unavoidable, such as:
Cast components
- shifting parting lines
- inconsistent edge stock
Welded fabrications
- distortion
- non-uniform edge location
Flame-cut or plasma-cut plates
- heat-affected edge growth
Large structural parts
- positional variation across long toolpaths
Components with multiple setups
- cumulative tolerance stack
In these cases, because of the amount of excess material, rigid deburring always leads to:
- missed burrs and remaining material
- secondary manual work
Example: welded frame application
Previous process
- Rigid CNC deburring
- Manual rework required
- Edge quality inconsistent
Result
- Deburring time: 12 minutes per part
- Operator dependency
Force-controlled tool holder process
- Single automated pass
- No manual touch-up
New result
- Deburring time: 90 seconds
- 100% edge consistency
- No dimensional impact
When force-controlled deburring is the correct choice
Use it when:
- part position varies
- burr sizes are large and inconsistent
- edges must be uniform
- manual deburring is still required after CNC
- fixturing cannot eliminate all variation
When another process is better
Force-controlled deburring is not the universal solution.
Other technologies are better when:
- tolerances are in the micron range
- only micro-burrs are present
- surface finishing is the primary goal
In those cases, low-force finishing tools like Xebec’s Surface Brush are the correct approach – and you’ll see higher quality results.
The real impact on automation
Consistent deburring is one of the biggest blockers to lights-out machining.
A position-based process requires:
- perfect inputs
- perfect repeatability
A force-controlled process is:
- self-compensating
- variation-tolerant
- automation-ready
What this means for your shop?
CNC machines control position with extreme accuracy.
But burr formation is not positionally consistent in the real world.
Force-controlled deburring bridges that gap by:
- applying constant cutting pressure
- automatically following the true edge
- removing burrs and excess material without changing part geometry
That is why it is the only reliable method when part variation cannot be eliminated.
Questions? Ask one of our Deburring Application Specialists
Contact Us
