A deburring tool is just one component in an often complex production process. It can be challenging to get a grasp of the cost of using a specific tool and the return on investment with all the factors involved. However, considering the major and measurable benefits of replacing manual deburring with Xebec deburring tools in an automated process, it’s worth doing a little math to see what you’re truly spending today versus the savings – and opportunities – you could capture.
This will entail:
- Calculating your true deburring cost today and potential cost with Xebec
- Identifying costly challenges reduced by Xebec and exacerbated by alternatives
- Determining your savings with Xebec versus alternative tools
- Determining the costs of manual deburring vs the savings gained by automating
- Determining potential additional revenue from using Xebec versus the alternative
How to Calculate the True Cost of Manual Deburring
The true cost of manual deburring isn’t just about the cost of tools used and labor involved. True deburring costs often include unexpected steps that are added after production starts, such as extra deburring and unanticipated finishing that weren’t included in the initial overall cost. And sometimes parts are returned to production due to low deburring quality and must be reworked or replaced.
Then, there’s the added cost of longer, inefficient deburring processes and reduced quality due to the retirement of skilled and experienced workers and onboarding of less skilled labor.
To calculate the true cost of your manual deburring processes, you must first understand all of the costs – fixed and variable, known and unexpected. Understanding these costs is step one.

Core Factors to Use to Calculate Deburring Cost
There are three common factors to base deburring and finishing costs on:
- Labor cost: Calculated using the hourly rate of a worker’s salary (plus benefits) and their part production time.
- Tool cost: Calculated by dividing the cost of the tool by the tool life.
- Machine equipment cost (CNC time): Calculated by dividing the hourly machine depreciation cost by the quantity of tools consumed and by pieces produced.
Part of cost planning for deburring is calculating allowable cost. The two most common methods for determining allowable cost for deburring are percentage of a cost price and cost per piece. For the following examples, we’ll use cost per piece as a cost measurement.
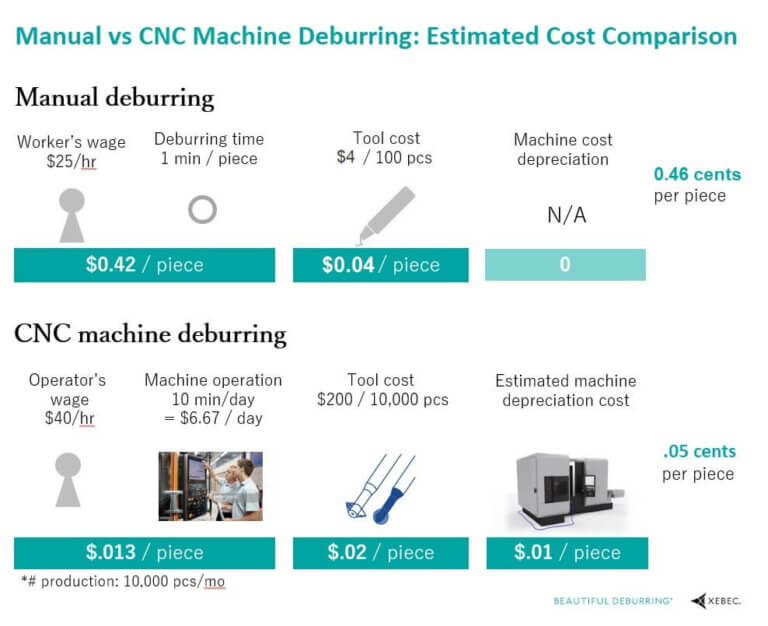
With manual deburring, you’d calculate deburring cost using labor cost and tool cost.
- To calculate labor cost, let’s say you have an operator devoted to deburring with a salary of $25 per hour who typically manually deburrs one piece per minute. The labor cost per piece $0.42.
- To calculate tool cost, let’s say a $4.00 flap wheel can do about 100 pieces.
- In total, manual deburring in this example costs $0.46 per piece.
With CNC machine deburring, you’d calculate deburring cost using labor cost, tool cost and machine depreciation cost.
- To calculate labor cost, use the machine operator’s hourly wage and time spent on tool change and tool offset divided by the number of pieces produced. Say your operator’s hourly wage is $40 and they spend 10 minutes per day on tool change and tool offset. Divide this against the total number of pieces in the production run. For example, at 10,000 pieces per month, your labor cost comes out to $0.013 per piece.
- To calculate tool cost, divide using tool life in the same way as with manual deburring. For example, say you use a $200 tool to produce 10,000 pieces. That comes to $0.02 per piece.
- To calculate CNC machine deburring cost, let’s assume the machine depreciation cost is $4.80 per hour. Assuming it takes 10 seconds to deburr one piece, the machine can deburr 3,600 pieces in one hour. Thus, the per-piece machine depreciation cost is $0.01.
- In total, CNC machine deburring cost comes to $0.05 per piece.
Situational Factors to Apply in Deburring Cost Calculations
Many indirect factors can have a major impact on your production costs. With today’s labor shortages and tight production schedules, you may need to consider additional factors to get to the true cost of deburring. Some examples worth consideration include:
- Extra cost of CNC operators having to stop work to deburr parts. Operator labor has a higher cost, especially when engineers are recruited into the deburring efforts.
- Lost production time when not operating the CNC machine, wasting machine value and missing revenue opportunities.
- Cost of returned parts because of unreliable quality due to tired or low-skilled employees deburring.
- Cost of purchasing and constantly replacing consumables.
- Cost of injuries and accidents due to fatigue.
- Additional factors such as transportation costs for outsourced work.

The Cost of Deburring Tools: Consumables vs. a Sophisticated Tool in your Arsenal
It’s easy to get caught up in the perceived low cost of low-end, disposable tools. A tool that’s $1 to $7 is an easier pill to swallow at face value than a $500 automated deburring brush. But that miniscule tool cost adds up with disposable options, or consumables. If you go through 3,000 flap wheels per month at just $2 each, that still equals $6,000 per month on consumables. That’s expensive and it isn’t saving you money.
If you switch to two brushes that cost you $1,000 total with the sleeve, this one-time purchase could get that cost down to $600 per month. That’s a tenth of the cost of using consumables for manual processes.
Not to mention the fact that small, disposable tools and abrasives tend to grow legs and disappear out of the building. They’re inconsequential individually and easy to miss.
With quality automated tools such as Xebec ceramic fiber brushes, you’re setting yourself up to waste less, save more and gain consistent high-quality outcomes.
The Cost of Deburring Processes: Manual vs. Two-in-One Automation
Even aside from the higher cost of using hundreds of consumable tools, manual deburring tends to have higher costs than automated deburring. This is especially true compared to Xebec ceramic fiber brushes, as these brushes can perform both deburring and finishing at once, saving time and associated costs.
Manual deburring is more costly because it is unreliable and often inconsistent, resulting in more scrap and rework, as well as more intense and time-consuming quality control work. It also demands more labor time and wears on employees.
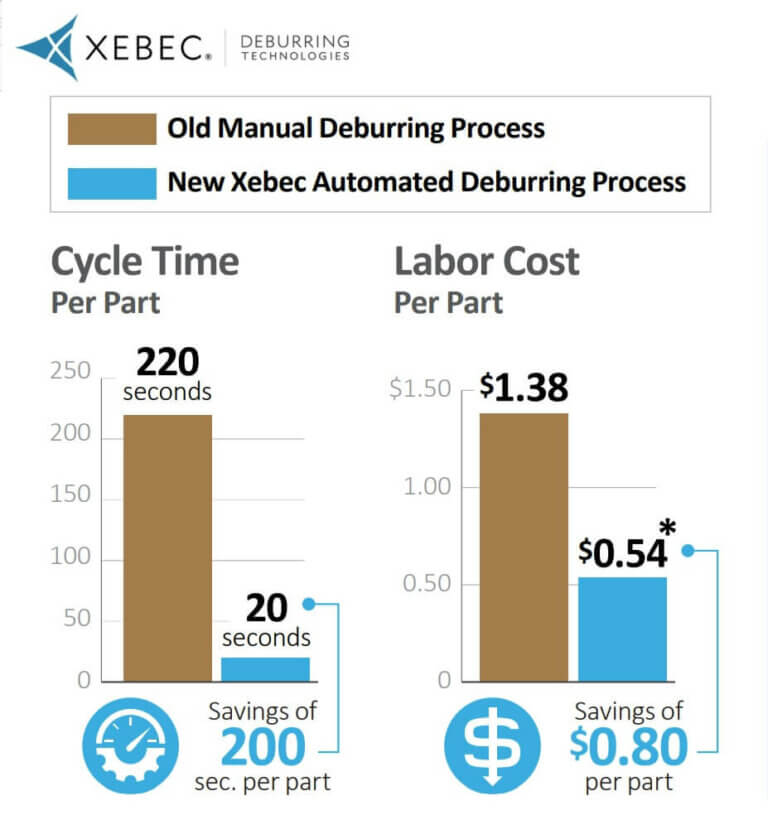
Automated deburring with Xebec ceramic fiber brushes reduces cycle time and labor cost, as depicted in the following example:
The Cost of Low-Quality Deburring that Leaves Burrs Behind
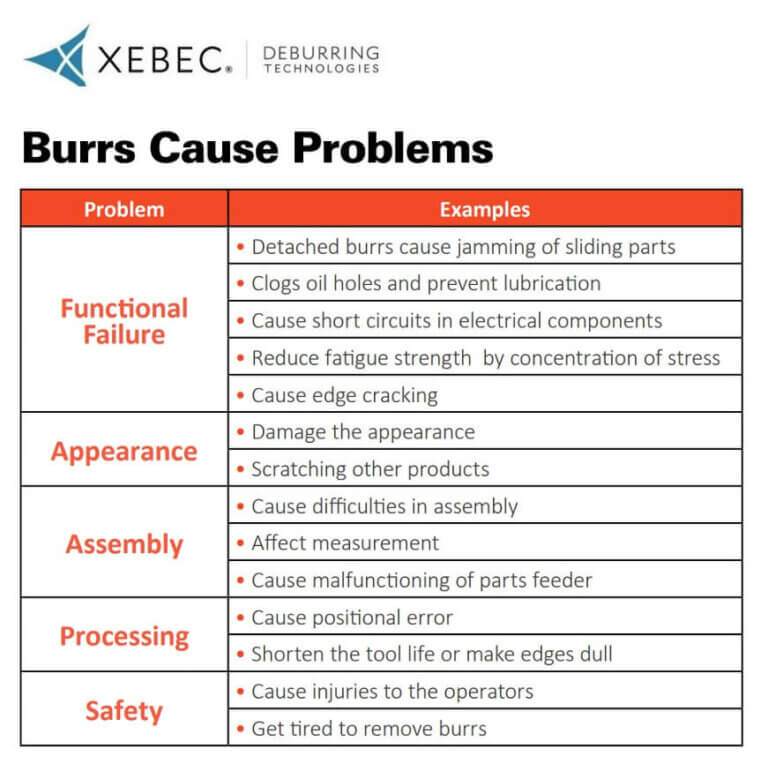
Many aspects of the manufacturing process affect total cost of production. In addition to labor, tools and materials, consider the potential costs of rework, worker injury and low quality. For instance, burrs left behind can have costly consequences at various stages, from production to application with the end user.
- Safety concerns from working directly with burrs for manual deburring and finishing. Injuries are costly on their own, and exhausted, overworked employees may leave for better options.
- Processing and assembly issues can occur, such as positional errors, shortened tool life, part feeder malfunction, difficulty with assembly and poor fit.
- Visually, burrs can scratch other parts and appear damaged themselves. This could lower the value of the part or lead to rework or scrap, all of which have costs.
- In the end use of the product, burrs could detach and cause parts to jam or clog oil holes. And burrs left on parts could short circuit electrical components, reduce fatigue strength or cause edge cracking.
Suffice to say: Removing burrs according to spec is critical to saving money – by not wasting money – in your production. It pays to have efficient tools and processes for removing them.
Xebec ceramic fiber brushes produce consistent, high-quality results in less time and with greater reliability. They won’t leave burrs behind to cause costly problems.
The Cost of Opportunity: Passing Up vs. Capturing Revenue
Opportunity cost is key to the ROI equation. With the limitations of manual deburring with consumable tools, as well as today’s challenges such as the labor shortage and supply chain issues, many manufacturers have had to let opportunities pass them by.
However, with automated deburring and reliable tools in their processes, manufacturers can take on more jobs and ensure they’re making the most of their production time and resources.
The ROI of Xebec Tools and Automated Deburring
It’s clear to see that there are significant cost savings and revenue opportunities associated with Xebec automated deburring tools – in theory. Seeing real examples of ROI helps reflect the true potential of these tools in your processes.
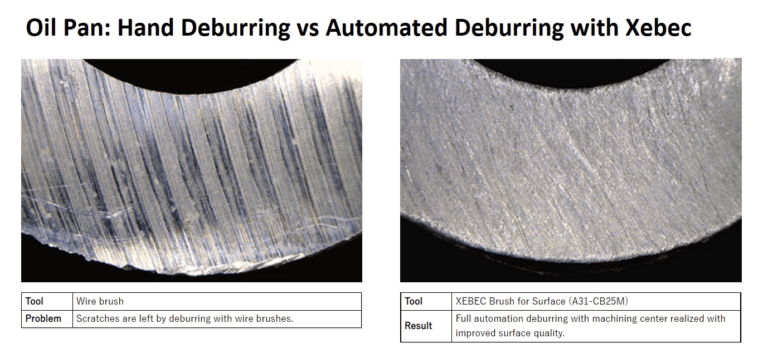
Decreases cycle time for deburring and finishing oil pan
With a Xebec Surface Brush, a customer was able to reduce cycle time by 30 seconds per piece, integrate a process and reduce the frequency of tool change for oil pan deburring and finishing.
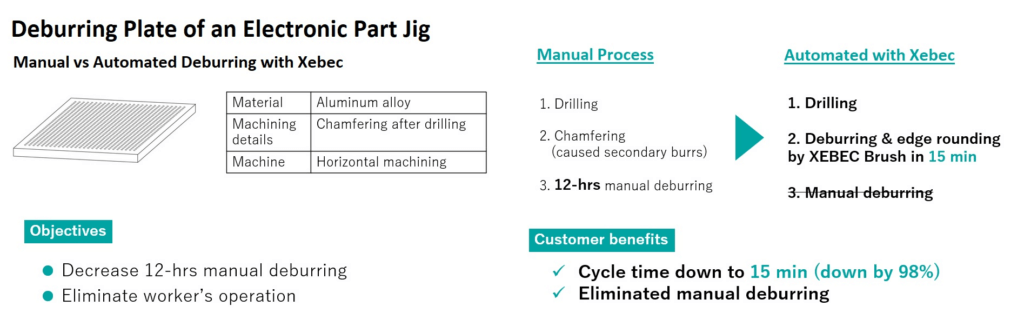
Takes hours down to minutes for deburring the plate of an electronic part jig
One customer took a 12-hour manual deburring process down to a 15 minute deburring and edge rounding process, eliminating the manual operation, with a Xebec Surface Brush on the plate of an electronic part jig.
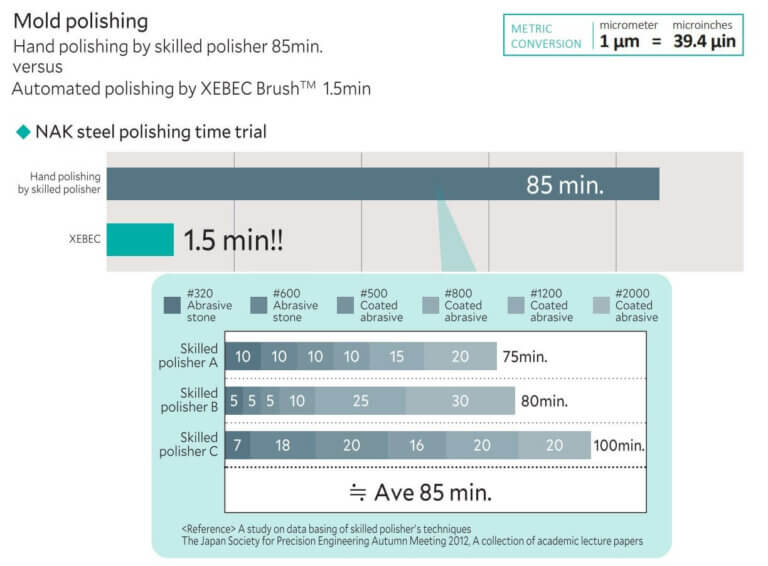
Shortens mold polishing time significantly
In this example, you can see how a Xebec Brush reduced average polishing time from 85 minutes to 1.5 minutes. Hand polishing was performed by a skilled polisher. Consider the great labor savings here and the opportunity to deploy that individual to other tasks, improving productivity and resource utilization.
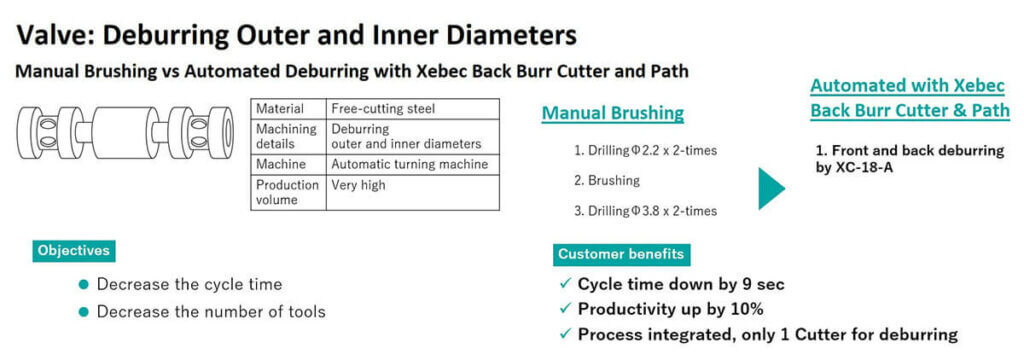
Decrease the number of tools necessary for deburring a valve
A customer used Xebec Back Burr Cutter and Path to deburr the outer and inner diameters of a valve and successfully decreased the number of tools required, and they reduced the cycle time by 9 seconds. Their productivity went up 10%.
In calculating the true cost of your deburring process, you’ll see that automated deburring and finishing with Xebec solutions provides a significant ROI for your company’s productivity, employee morale, work quality and customer satisfaction. Contact us to show you the difference!
Update Your Formula for the Total Cost of Deburring
In summary, there are many factors that affect the total cost of deburring and all should be taken into account when calculating the cost to your company. Simply basing the cost of producing a part on cycle time is no longer relevant in today’s world of manufacturing labor shortages and increasingly tight tolerances.
The formulas may be simple, but the factors that go into the formula are not and should be added to calculate the true cost of deburring for your company. Automating with Xebec deburring solutions will prove to be the most cost-effective solution for your organization and allow you to compete for business in markets that require consistent, top-quality results. Use this updated formula to see what the ROI of automated deburring with Xebec is for your organization.
Formula for Deburring Labor Cost:
Labor Cost per piece = Hourly salary (plus benefits) divided by number of pieces deburred per hour
Factors:
- Hourly Rate (including benefits) of technicians specifically employed for deburring and finishing
- Hourly Rate of personnel called in to help in deburring (CNC operators, engineers, president of company)
- Cost of outsourcing the deburring – including transportation and additional inspection time
- Cost of lost production when the CNC isn’t running because the operator is deburring
- Cost of lost production because the technician called in sick or you can’t hire enough staff
- Returned parts because the quality was not reliable (as people get tired during the day)
Formula for Deburring Tool Cost:
Tool Cost per piece = Cost of tool life divided by pieces produced per hour
Factors:
- Cost of pieces scrapped when abrasive tool wears out before replacement
- Cost of purchasing and shipping to replace consumables
- Cost of injuries due to accidents with manual use of sharp tools
For CNC Deburring add Machine Equipment Time to Labor and Tool Cost
Formula for Deburring Machine Equipment Time:
Equipment Machine Time per piece = Hourly salary (plus benefits) divided by time spent on tool change and tool offset pieces deburred per hour + estimated machine depreciation cost
Factors:
- Cost of extra time on tool changes because tool used wears out at a faster rate than a ceramic brush
- Cost of downtime on CNC when doing tool changes
When factoring in all the variables associated with your deburring process, the time savings and quality improvements gained by automating with a Xebec solution is a no-brainer investment.
Contact our reps at (800) 434-9775 or online to see how we can improve your total cost of deburring and improve your ROI by designing a deburring and finishing solution for your company.