Molds and dies are critical in the manufacturing industry. Most manufacturers rely on them to mass produce components, as well as assemblies and subassemblies. The quality, price and availability of these tools affect manufacturers’ production processes. For instance, a defect in a mold will cause a defect in the molded product. And poor availability will lead to delays and bottlenecks for manufacturers and their customers.
Considering this, mold and die builders are keen to produce optimal, reliable molds and dies. They aim to keep pace with demand and offer their products at reasonable price points. For their own production and profitability, they also aim to produce as efficiently as possible. The ability to automate much of the deburring and finishing processes with new technology will go a long way to achieve these goals.
These goals are difficult to achieve with today’s manufacturing challenges, such as labor and supply shortages. To produce to quality standards, mold and die makers must integrate advanced technology and automation across processes. They must also prioritize optimal machining and quality cutting tools to ensure they get the results their customers expect.
It’s well worth the effort to optimize operations and maintain a reputation for quality, reliability and availability in this industry as it is in a state of growth. Revenues improved in 2021, and U.S. mold & die companies expect that growth to continue. In Q1 2022, Harbour Results Inc. reported 10% average revenue growth year over year for the industry. It’s notable that key players in the industry prioritized efficiency improvements by targeting automation, scheduling software and other tools as means to improve performance. For many, this was simply a necessary shift as the labor shortage endured.

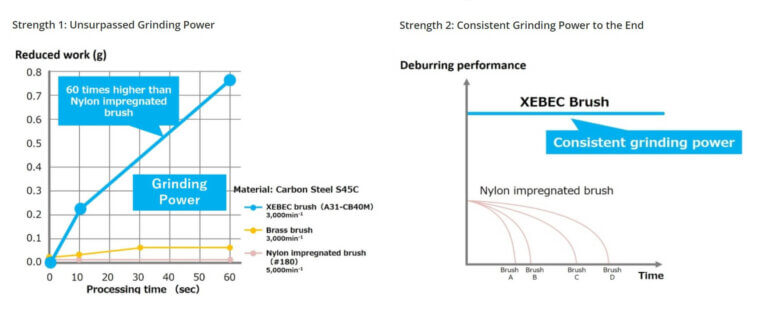
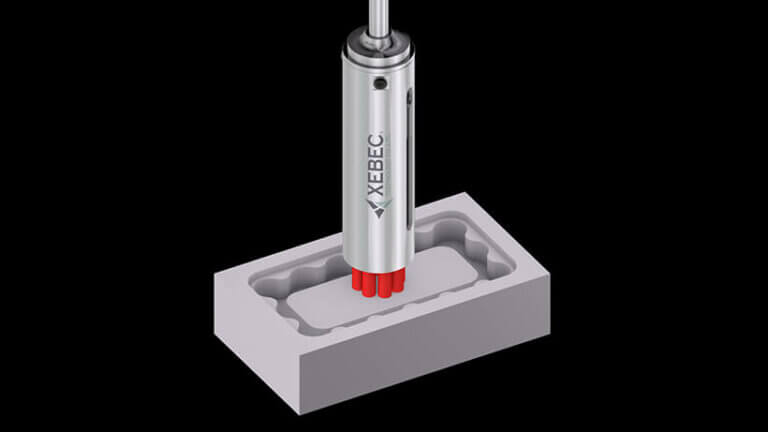
With Xebec cutting tools, such as the Back Burr Cutter and Path, Stones, Xebec ceramic fiber Brush or Crosshole Brush, mold and die builders can improve quality and speed up production. Xebec brushes help manufacturers improve results, achieve consistency, save time and reduce wasted spend. They are more comparable to cutting tools than to other brushes in the industry. For instance, a Xebec brush will run two to four times faster than most competitor brushes. It might run 40 to 160 inches per minute with up to 60 times the grinding power versus 20 to 60 inches per minute with an impregnated nylon brush.
The quality and performance of Xebec deburring technology solutions make them ideal tools for an industry where precision and detail are of such importance.
Along with increased speed, Xebec’s tools help mold and die builders achieve tight tolerances and quality surface finishes to ensure the mold performs for manufacturers. Xebec can typically achieve up to 4 Ra (microinches) depending on the material and number of passes, which can significantly reduce the amount of manual labor in producing the required surface finish.
What’s the difference between a mold and a die?
Molds are typically used to produce products that need hollow spaces inside, while dies are used to stamp solid products out of material such as steel.
A mold is a block hollowed out to a specific form so that, when a liquid material is poured or injected into it, the material takes on a specific shape. Raw materials used in the molding process include but are not limited to metal, glass and plastic. Molds are used in many industries, including automotive and aerospace.
A die is a device used to cut or stamp a desired shape from material such as plastic or metal. A cookie cutter is a good example of a die.
Types of Molding Processes
There are several different methods of molding materials. The surface finish of a mold is critical for several reasons:
- It affects how easily the product ejects from the mold
- It ensures the final product has the desired texture and finish
- It affects the way joints between mold parts fit together, which can create an excess of burrs or flashes on the product
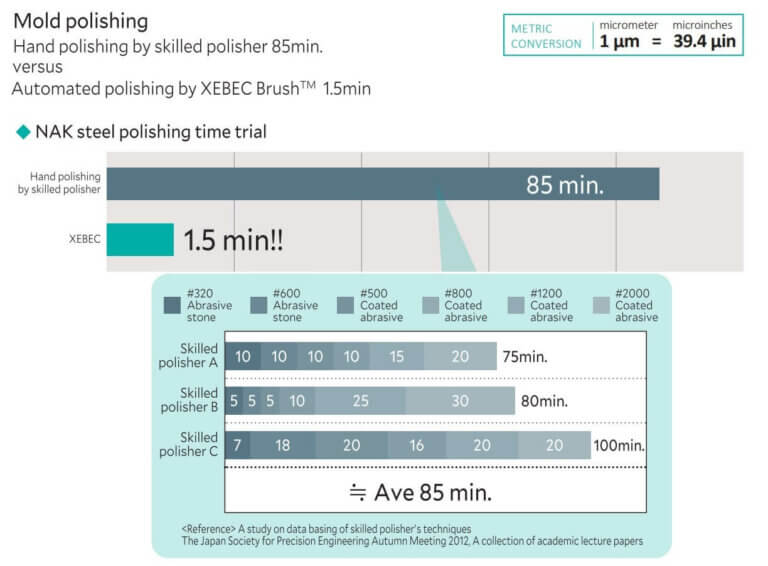
Getting the right surface finish can take hours of manual labor, but a Xebec deburring and finishing solution can substantially reduce that time allowing you to increase production. The right molding process depends on the material, desired shape, expected performance, manufacturing conditions and more.
Blow Molding – Blow molding is favored for creating hollow plastic items. It involves creating a plastic ‘parison,’ a plastic tube that has a hole into which air can be blown. For blow molding the parison is heated so it’s soft, then air is blown in to push the plastic out against the mold so it takes the mold’s shape.
Compression molding – Compression molding involves compressing material with molds that are heated. The compressed material is often preheated as well. Material measurement is key to reducing waste and reducing the amount of cutting required after compression.
Die Casting – Die casting is a process in which molten metal is poured or forced into steel molds. The molds are typically made of steel and aluminum, zinc, and magnesium are the most common alloys used in die casting. This process allows for the creation of complex shapes and internal features.
Extrusion – Extrusion molding involves dies that create shapes for products like pipes, rods and hoses. Liquified materials are pushed into a die and take the shape of it as they cool.
Injection Molding – Injection molding typically involves injecting molten material into a mold cavity or multiple cavities formed by several mold pieces. Die casting is a type of injection molding. However, injection molding commonly involves molding plastics and tooling is the term used for the negative cavity space where molten plastic resin is injected to create a part. These cavities can often be complex and made up of many surface details. Metals used for the mold must be hard. This process involves a mold, injection unit and clamp, and it is ideal for large-volume production.
Rotational Molding (Rotomolding) – Rotational molding is used for creating hollow plastic items. For this process, polyethylene powder is used in the mold and the mold is rotated while heated until the powder liquifies and the appropriate wall thickness forms.
Smelting – Smelting is a process by which metals are derived, or extracted, from their ores. It’s a type of extractive metallurgy and involves heating the ore past the melting point with specific chemical agents to facilitate extraction.
The mold or die material type plays a major role in outcomes for molded parts. There are over eight thousand materials used in the molding process.
Common materials used for molds include:
- Alloys
- Aluminum
- Tungsten Carbide
- Copper
- Tool Steel
- Glass
- Thermoplastics
- Acrylic and other resins
- Thermoplastic Rubber
- Liquid and thermoplastic composites
Common materials used for dies include alloys of:
- Aluminum
- Stainless Steel
- Magnesium
- Zinc
Important Challenges for the Mold & Die Industry
Mold and die builders face challenges that are familiar to all manufacturers, but several stand out as critical in their space.
Maintaining Production with a Shaky Supply Chain
Supply chain disruption is causing problems in all areas of manufacturing. For instance, certain materials are difficult to source, such as steel. Short supply of mold and die making materials keeps production on hold, and it’s critical to reduce waste of the materials you do have. Additionally, the industry is dealing with higher prices and shipping delays. However, most Xebec tools are in stock and available for next day shipping from the Midwest, mitigating this issue.
Pricing Builds Accurately and Profitably
Pricing accurately is always a challenge. It’s important to include the steps in your manufacturing process that take time and resources, such as deburring and finishing. This is critical to covering costs for labor, tools and machine time. Some price factors are easy to quantify, such as the costs of materials and packaging. The use of time and resources is more challenging to quantify. Check out our guide to deburring and finishing costs.
Navigating Imbalance of Labor and Demand
Labor shortages are making it nearly impossible for some businesses to operate at maximum capacity right now, from mold builders to the logistics providers and suppliers they work with. Yet demand is rising. Of course, businesses want to capture that demand. But it’s challenging without the resources to support operations.
Getting Parts Out the Door Expediently
Deburring and finishing manually can create bottlenecks that keep parts from getting out the door fast enough. They require closer inspection and may mean rework and scrap. Today, manufacturers are seeking ways to decrease deburring, finishing and inspection time so they can move parts faster. With automated deburring, especially in high tech sectors like aerospace for instance, the process is faster and more reliable.
Reducing Downtime for CNC Machine
CNC machines are major investments and revenue drivers. It’s ideal to have them running as often as possible. The cost of a down machine versus one that’s running is high. Today, with the labor shortage, it can be difficult to keep your machines in operation, especially if your already lean team has to spend time hand deburring. Automation in the CNC machine helps you make the most of your machines and keep them running, getting rid of many of your production headaches.
Reducing the Cost of Prototyping
Traditional prototyping methods used to be expensive and time-consuming. But new trends in technology like additive manufacturing (3d printing), stereolithic (SLA) 3D printing, selective laser lintering (SLS) 3D printing, and CNC rapid prototyping now play a key role in lowering costs and speeding up the process.
Achieving Necessary Surface Finish
A quality surface finish that meets spec is critical in the mold and die industry, as it directly affects the quality of the final product. When you’re finishing molds and dies by hand or with low-quality tools, it’s difficult to produce the finish your customers expect, let alone achieve consistency.
Additive manufacturing is emerging as a powerful tool in how manufacturers create parts and products in many industries, especially those that have designs that are constantly evolving and require numerous prototypes.
One of the biggest advantages to additive manufacturing is that it can be used to easily create customized products. This is especially advantageous for industries that are continually redesigning and refining critical parts, such as aerospace and medical. Using a traditional milling approach for prototypes is a very expensive proposition.
Additive manufacturing and Xebec products are a perfect match for such an innovation, ensuring consistency, quality and efficiency for post-process deburring and finishing.
Read more in our article, Surface Finishing Developments in Additive Manufacturing.
The Outsized Importance of a Precise Surface Finish
Mold and die production demands exact, reliable, consistent outcomes for surface finish. Surface finish impacts the quality and results of molded and die-cast parts. If the surface finish doesn’t meet the required tolerances, parts will need to be reworked or scrapped. The expectations of the surface often determine how these tools must be produced, the machining technique to use and the type of material to use for the mold or die.
For instance, a customer may need the mold to have a texture in the form. Or they might need an incredibly smooth, untextured finish so they can use a material in the mold that would be difficult to remove from a mold with surface flaws.
Issues with the surface finish can lead to:
- Inability to remove the material from the mold.
- Incorrect flow of material that reduces quality and pressure of the fill or causes the material to freeze too quickly.
- Surface flaws in the molded part that look like silver scratches or streaks, known as splay. These are the result of gas bubbles moving across the surface during the filling process.
Xebec’s deburring and finishing solutions accomplish this in less time and with greater accuracy and consistency than other methods, such as hand finishing or finishing with an impregnated nylon brush. The Xebec brush is able to save time not only because of its speed and efficiency, but because it performs both deburring and finishing in one step.
Successful Applications for Xebec in the Mold & Die Industry
Xebec products are proven in many mold and die building applications, including those involving large and heavy molds and dies with complex geometries.
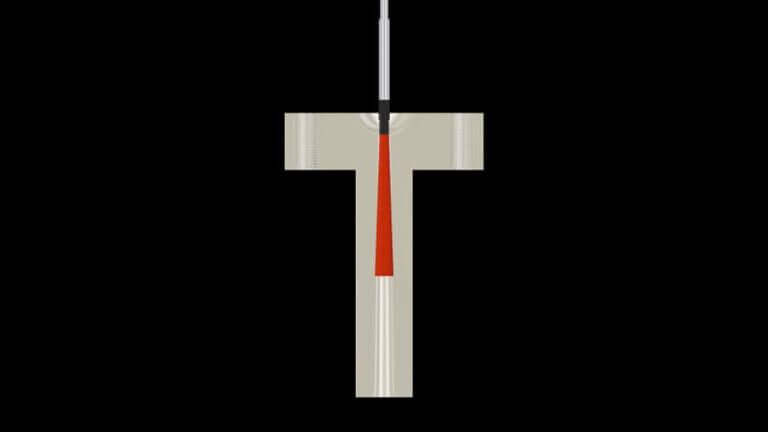
A Xebec Brush Crosshole (CH-A12-3M) was applied to remove cutter marks from and polish a mold sprue hole made of alloy tool steel after electrical discharge machining. A mold sprue hole helps facilitate the movement of molten plastic into the mold cavities. The automated tool replaced a manual process involving a grindstone with a formed tip, which was used to polish the tapered portion of the sprue hole. The previous process resulted in unreliable quality. The Xebec Brush Crosshole achieved the task efficiently, consistently and in shorter time.
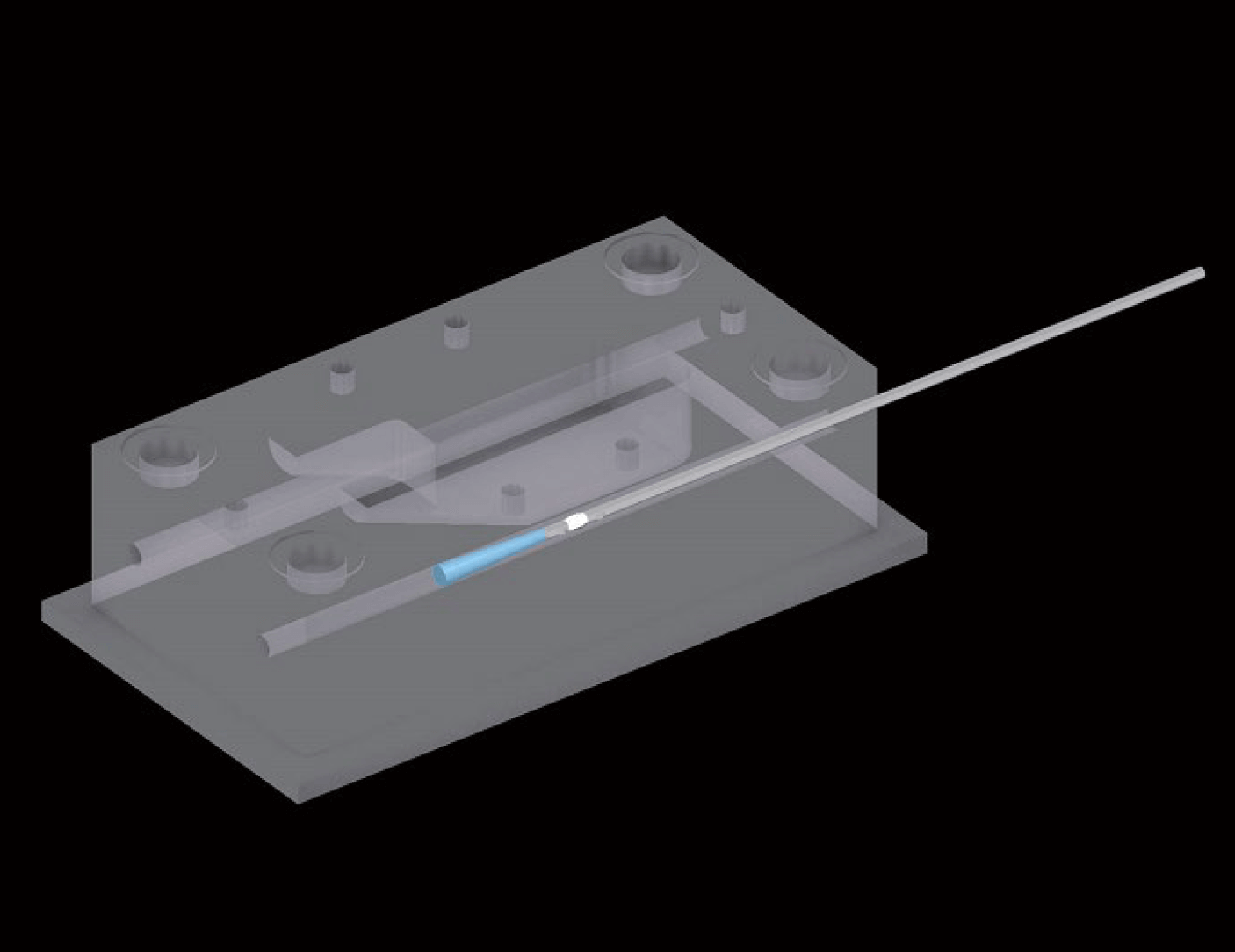
A Xebec Brush Crosshole (CH-A33-7F) was applied to polish an alloy tool steel cooling hole after reaming. A mold cooling hole is part of mold cooling channels, which are critical in plastic molds. Automating polishing with Xebec replaced a manual, labor-intensive polishing process which involved a rod grindstone. Formerly, the manufacturers’ tools could not reach a deep hole of 300mm or more, which mean additional manual labor with a custom-built shank and attached grindstone. The Xebec Brush Crosshole achieved cutter mark removal and inner diameter polishing much faster and more consistently.

NaK (Sodium-Potassium Alloy) Mold
Xebec Surface Brushes (A31-CB25M and A11-CB25M) were applied to deburr, remove cutter marks from and polish a sodium-potassium alloy mold after end mill processing. The brushes improved surface roughness from Ra 1.4μm, Rz 6.1μm to Ra 0.029μm, Rz 0.337μm respectively.

Xebec Surface Brushes (A31-CB100M and A11-CB100M) were applied to polish an alloy tool steel mold. The brushes improved the finishing and polishing process, resulting in surface roughness improvements from Ra 1.4μm, Rz 6.1μm to Ra 0.029μm, Rz 0.337μm respectively.

SUS (Stainless Steel) 304 Mold
Xebec Surface Brushes (A31-CB25M and A11-CB25M) were applied to remove cutter marks from and polish Stainless Steel 304 mold after end mill processing. These brushes automated finishing and polishing, removing all cutter marks and resulting in an improved, consistent surface finish. Surface roughness improved from Ra 0.21μm, Rz 1.56μm to Ra 0.03μm, Rz 0.35μm respectively.
A Xebec Surface Brush (A31-CB25M) was applied to remove cutter marks from and polish an aluminum vacuum forming mold after the end milling process. Staff was using multiple types of abrasive papers to manually polish the mold, which took hours of work to polish and resulted in unstable finish quality. The Xebec brush achieved high-quality polishing reliably and consistently in a shorter cycle time.
How Xebec Helps Mold & Die Manufacturers Produce to Quality, Spec and Speed
Many in the Mold and Die industry are used to deburring and finishing molds and dies by hand. And the forms of these parts are often geometrically complex. It may seem too challenging to program a tool to deburr and finish them automatically, but so long as you’re willing to program a tool like a Xebec brush to achieve this, you can have great success and realize immediate benefits.
Automating deburring and finishing with Xebec products helps mold and die manufacturers:
- Maximize use of your CNC machines
- Gain an improved and consistent surface roughness in a fraction of the time
- Achieve consistency in production to reduce rework, scrap and lengthy inspections
- Improve ability to meet critical edge break, curvature and radius specifications
- Increase throughput and production
- Eliminate hours of labor manual processes demand
- Reallocate employees from labor-intensive finishing to production tasks
Xebec products are proven in applications across mold and die production and more. These tools can also be used with end products after molded or die cast. If you’re upgrading your processes, Xebec tools are worth consideration.
Contact us to learn more about how our tools can help you improve operations.
Gain significant savings with Xebec!
A Xebec brush may seem like a hefty investment versus disposable tools at a lower cost per tool. However, if you are using 3,000 flap wheels per month at $2 per flap wheel, you’re spending $6,000 per month on those tools. Xebec brushes are more cost-effective overall because they have long tool lives and produce more consistent, reliable results.