
Imagine you’re a production supervisor tasked with the meticulous yet efficient deburring of parts with hundreds, thousands and even millions of holes. You know this is a monumental task if done manually.
- The sheer number of holes can be daunting.
- Each hole must be deburred to spec with precision.
- Employees hand-deburring these holes often work in uncomfortable positions and perform repetitive and/or heavy lifting to move the part, which can cause strains and injuries.
- Consistency and quality are difficult to achieve, resulting in frequent rework and scrap that back up production and add cost.
Today, advanced solutions such as the Xebec Back Burr Cutter and Path not only eliminate the frustrations of such processes, but increase quality and production. With Xebec, manufacturers can move forward with quality, expedient, consistent production in their operations – whether a part has ten holes or 2 million.
Deburring Cross Holes Manually in a Modern World
Yes, manually deburring cross drilled holes in manufacturing is a monumental task. But in most facilities, it’s how the process has always been done. Making the process more efficient hasn’t been a priority amid greater, more pressing challenges.
Today, however, the challenges of manual deburring are pressing and moving up the list of priorities. Skilled labor is difficult to find, and manufacturers can’t afford to waste employees’ time on such tedious and time-consuming work. Additionally, employees are less willing to take on this work due to the physical strain of manual deburring. Tight resources combined with the fact that manual deburring is often inefficient and inconsistent leads to mistakes, part rejection, rework, scrap, bottlenecks and delays.
In contrast, using an advanced tool such as the Xebec Back Burr Cutter and Path can turn this monumental process into a “nothingburger.” You can let a programmed, sophisticated cutting tool handle the deburring – and trust you’ll get superb outcomes for every part. The tool combined with the Xebec Path data, can allow you to take on jobs that involve hundreds of thousands of holes without worrying where you’ll find the manpower, what issues you’ll have with quality and rework, or whether you’ll be able to meet production requirements.
Meet the Xebec Back Burr Cutter and Path
The Xebec Back Burr Cutter is a spherical cutter designed for back deburring of 3D cross holes, curved surfaces and complex edge profiles in a CNC machine along a customized data path. It is capable of deburring on both sides of the front and back of cross drilled holes.
Xebec creates a customized data path for each application, and it can be used immediately following installation. The path data is customized for your simple or complex edge profiles and is guaranteed to perform. This programming provides the greatest efficiency, best quality, and longest tool life.
The operator doesn’t have to program or troubleshoot a path, which saves time. And one cutter can be used to deburr various hole shapes, as data paths can be customized for each.
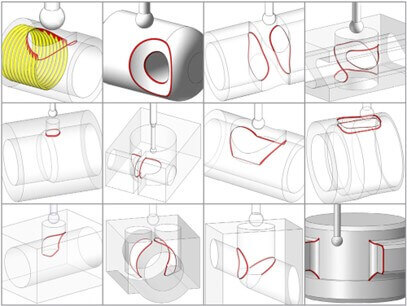
For example, this solution can be used for:
- Angled cross holes
- Broken holes
- Flat holes
- Off-center cross holes
- Orthogonal cross holes
- Slotted holes
- Threaded holes
- Custom paths for irregular and complicated edge profiles.
>> Check out the capabilities of the Back burr Cutter and Path

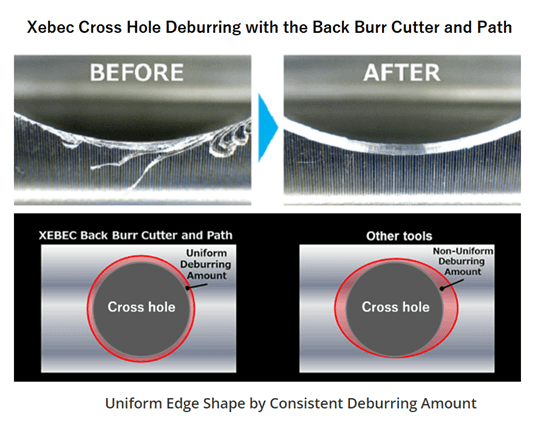
This high-quality tool produces precise, reliable results. It performs back deburring without creating secondary burrs and achieves the necessary uniform edge shape due to the optimal tool path. It has a long tool life and reduces cycle time. It is also one of the most cost-effective options for this process.
Manufacturers rely on this tool to meet production requirements and achieve repeatable production processes for industries that demand tight tolerances and high precision, such as:
- Aerospace, e.g. an engine bracket
- Automotive, e.g. machining of transmissions, engines and cylinder heads
- Firearms, e.g. an aluminum lower receiver
- General machine parts, e.g. flanges
- Hydraulic components, e.g. hydraulic blocks
- Medical, e.g. a T buttress plate
- Motorcycles, e.g. deburring for camshafts
Features of the Xebec Back Burr Cutter
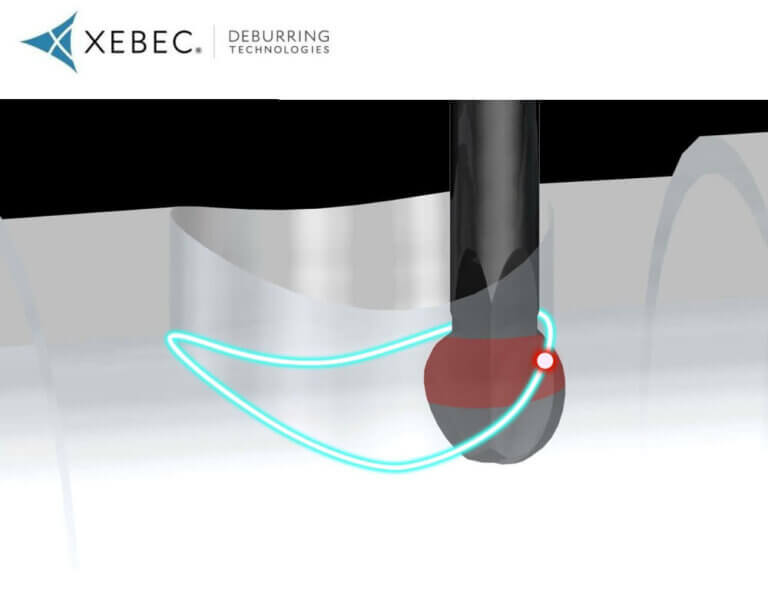
The Xebec Back Burr Cutter has a helical blade with micro-grain cemented carbide, which is sharp and durable. As it works along its path, it constantly shifts its contact. Thus, this blade creates a cleaner cutting edge, prevents secondary burrs and has a longer tool life.
The cutter also has a highly heat resistant AITiCrN coating. With this, the tool can be used with a range of materials, from non-ferrous materials like aluminum to more difficult-to-cut materials like titanium and Inconel. Four styles of Cutter are available:
- Straight Shank style well-suited for tight holes.
- Neck Down version has added strength and rigidity.
- Uncoated Cutters for improved performance in plastics.
- Short Style is a shorter, sturdier neck down style shank with 3 blades that can run at higher speed and feed rates.
Check out the speed of the Back Burr Cutter for yourself! Try not to blink or you’ll miss it.
After completing the Path Assessment Application online, Xebec will recommend the ideal cutter style for your application.
This tool can be used in a machining center, automatic or combined lathe, and it requires 3-axis simultaneous control. The Back Burr Cutter and Path consists of the spherical cutter specially designed for deburring and the tailor-made path data, which is a series of coordinates.
Once the Path is created for your application, all you have to do is select the suitable Path data, check the start point, then copy and paste Path data into the machine, check there is no tool interference again and start machining! Check out our Step-By-Step Guide to Using Xebec Path for more information.
>> More detailed information about the Back Burr Cutter & Path setup and features

Benefits of the Xebec Back Burr Cutter and Path Solution
With this solution, manufacturers realize benefits that help them focus on and even solve their most pressing manufacturing challenges. Benefits include:
Double-edged time savings: Save time in two ways: by eliminating the need for additional programming and by improving cycle time on the machine. Xebec designs a custom path for your deburring job, which you can use right away. And the cutter performs, allowing for super high-speed machining due to its single edge-contouring operation.
One cutter for multiple edge shapes: A single cutter can be used on different edge types, which allows manufacturers to use on tool for multiple purposes and contributes to the aforementioned reduced cycle time.
A long-lasting tool for major deburring: The cutter is durable and long-lasting, standing up to work on thousands of holes because it shifts the contact point constantly, using the entirety of the blade and extending tool life.
High-quality, high-precision, uniform outcomes – consistently: The cutter achieves a uniform edge shape consistently, without creating secondary burrs. It reliably meets tight tolerances with accuracy. This helps manufacturers achieve much-desired repeatable production processes.
>> Get Started on Your Xebec Path
Xebec Back Burr Cutter vs. Xebec Brush Crosshole
When it comes to automated cross hole deburring, manufacturers are often looking at two types of tools: those that enter through the cross hole and those that approach through the main bore. At Xebec, we have high-performance tools for each application:
- The Xebec Back Burr Cutter and Path for entering through the cross hole
- The Xebec Brush Crosshole for entering through the main bore via flaring action
It can be difficult to determine which tool is right for your application. The answer depends on factors such as machine type, diameter and angle, production volume and tool life. Xebec has experts to help find the solution that will provide the maximum benefit to your organization.
As this is such a consequential decision in machining, we put together a guide for manufacturers to select the right tool for their cross hole applications.
Download our guide to choosing the best type of cross hole deburring tool for your CNC application.
>> Choose a Deburring Tool for CNC

How the Xebec Back Burr Cutter and Path Can Work for You
Real World Results:
In one real-world example, an aerospace manufacturer was tasked with deburring 2 million holes. With an automated alternative for cross hole deburring, the process took 9.8 seconds per hole. The Xebec Back Burr Cutter and Path reduced that to less than 2 seconds per hole, enabling them to take off the machine and put in a box for shipping.
2 million holes x 9.8 seconds = 5,444 hours
2 million holes x 1.7 seconds = 944 hours
Difference: 4500 hours
Brett Reeder, Xebec application specialist, talks about the surprise machine operators have when seeing the Back Burr Cutter in action.
I’ll never forget what the machine operator said after showing him how fast the Xebec Back Burr cutter could deburr one hole, stated Reeder. “Since our tool ran so fast, the operator didn’t know it had already deburred the hole. He pushed the button, looked in the machine and the tool was not moving and asked, “What the heck is wrong?” because the part had already been deburred.”
The Xebec Back Burr Cutter and Path can reduce frustrations with some of the most complex and time-consuming holes and parts, such as with threaded holes, the complex geometry of a slide bolt, or the hundreds of holes on various manifolds.
Use Cases for the Back Burr Cutter and Path
The Xebec Back Burr Cutter and Path has been successfully used in the following applications:

Motorcycle Cam Shaft
Cross Hole: Φ8 X φ3
Tool Life: 7,000 holes
In an application on a motorcycle cam shaft made of ferrous casting ductile iron, a nylon brush was not completely removing the burrs. As a result, manual work was necessary to finish the part. With a Xebec Back Burr Cutter and Path, the manufacturer improved quality and achieved consistent deburring performance, no longer necessitating manual work.

Hydraulic Holes on a Pulley for Automotive Transmission
Cross Hole: Ø10.5 X Ø6
Tool Life: 20,000 holes
In an application on hydraulic holes on a pulley made of SCM (carbon chromium molybdenum alloy steel), back deburring with a clothes-pin type tool was too time-consuming and the manufacturer needed to shorten cycle time. With the Xebec Back Burr Cutter and Path, the manufacturer was able to remove the bottleneck, reduce processing time to a third of the original time, and improve productivity. The manufacturer also saved on tool costs due to the tool’s long life.

Input Shaft Hydraulic Holes for Automotive Transmission
Cross Hole: Ø3 X Ø2
Tool Life: 15,000 holes
In an application on input shaft hydraulic holes made of SCM, a manufacturer was manually deburring oblique hole using a drill and a reamer, followed by a brush for finishing. Their goal was to reduce the number of processes involved in deburring, including inspections. With the Xebec Back Burr Cutter and Path, deburring is completed in a single operation, which reduces processing time and the number of tools required, and which simplifies the inspection process.
Cross holes of a Hydraulic Block
Cross Hole: Φ5 X φ3
Tool Life: 13,000 holes
In an application on a hydraulic block made of aluminum-alloy die castings, a manufacturer was struggling to control the wear of their drill, which resulted in large burrs. In order to meet more stringent tolerances, the manufacturer implemented a Xebec Back Burr Cutter and Path and was able to minimize drill wear, achieve consistent edge quality and satisfy the more stringent requirements.
Main Gallery of a Cylinder Head in Automotive
Cross Hole: Φ11 X φ8
Tool Life: 20,000 holes (1,300 workpieces)
In an application on a main gallery of a cylinder head made of aluminum-alloy die castings, a manufacturer was using a nylon brush that was not removing burrs completely, which meant additional manual work. With the Xebec Back Burr Cutter and Path, the manufacturer improved deburring and production efficiency on the complex shape.

Mounting Holes for a Flange
Cross Hole: φ25 X φ4
Tool Life: 2,000 holes (4,000 edges in total for upper and lower edges)
In an application on mounting holes for a flange made of brass, a customer was using an alternative spherical cutter and nylon brush to back deburr. To cut down on the programming process and achieve better results, they implemented a Xebec Back Burr Cutter and Path. They were able to cut programming time down significantly and achieve superior deburring results.
Learn more about industry-specific applications for Xebec products in our use case studies:
To remain competitive, machinery companies need to invest in sophisticated equipment to improve quality and performance speed. In fact, the recent Global Machinery & Equipment Report 2022 by Bain & Company states, “Among the top machinery companies worldwide, those with a more mature portfolio of solutions combining hardware, software, and services have significantly outperformed their competitors.”
Using sophisticated automated deburring and finishing solutions by Xebec can help you outperform competitors, deal with labor shortages and increase profit margins. To see what this solution can do for you, check out Xebec’s custom path application for the Back Burr Cutter and Path.
